75. En qué consiste el fresado (¿qué movimientos de herramienta y pieza lo caracterizan?). Tipos de fresado.
El fresado es un proceso de mecanizado en el que se arrancan virutas empleando una herramienta de corte circular con múltiples filos llamada fresa.
El movimiento principal de corte es circular y lo realiza la fresa al girar sobre su propio eje. Los otros movimientos (avance, profundidad y aproximación) en principio los realiza la pieza que se mecaniza.
La primera diferencia entre el torneado y el fresado es que en el torneado gira la pieza y en el fresado gira la herramienta y no la pieza.
Durante el proceso de corte, el movimiento relativo herramienta – pieza se realiza coordinando dos de los tres grados de libertad de la máquina. Así se genera un plano que puede ser perpendicular al eje de giro de la máquina o paralelo Una vez que se termina de mecanizar ese plano se acciona el tercer grado de libertad y así se pueden mecanizar otros planos.
Tipos de fresado según la disposición del eje de la fresa:
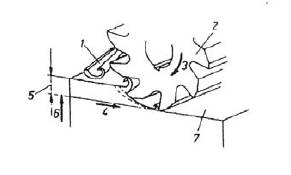
- Fresado cilíndrico: el eje de la fresa es paralelo a la superficie de trabajo de la pieza.
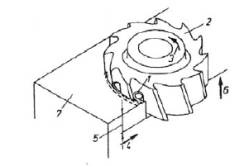
- Fresado frontal: el eje de la fresa es perpendicular a la superficie de trabajo de la pieza a mecanizar.
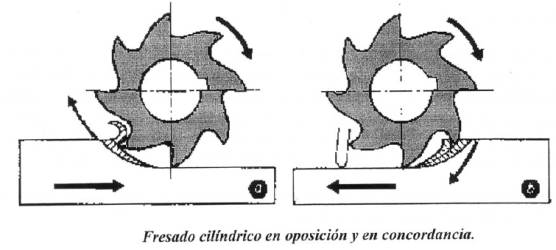
Dentro del fresado cilíndrico tenemos dos posibilidades:
- Fresado en oposición o contramarcha: se realiza haciendo avanzar la pieza en sentido contrario al giro de la fresa. En este tipo de fresado la viruta crece al avanzar la pieza y la herramienta va a tender a levantar la pieza, lo que provocará flexiones y vibraciones. Al empezar el corte el rozamiento va a ser muy grande. Esto producirá un gran desgaste de los dientes de la fresa. La potencia consumida va a ser grande y la superficie mecanizada va a tener ondulaciones.
- Fresado en concordancia o a favor del avance: la fresadora gira en el mismo sentido que el de avance de la pieza. Los dientes de la fresa iniciarán el corte por el espesor máximo de la viruta. La herramienta tiende a echar la pieza hacia abajo, por lo que no se producirán vibraciones. No hay rozamiento al iniciar el corte. Los avances van a ser mayores y la potencia consumida es menor. El acabado superficial el mejor (no hay ondulaciones).